Artikel ini berfokus pada panduan praktis tingkat teknik untuk poros sambungan universal (poros sambungan U). Panduan ini mencakup definisi, pilihan konfigurasi, formula ukuran, rekomendasi material dan perlakuan panas, prosedur perakitan dan pentahapan, daftar periksa inspeksi, mode kegagalan umum, dan toleransi penyelesaian/manufaktur — semuanya ditulis sehingga teknisi perancangan atau pemeliharaan dapat menerapkannya secara langsung.
Apa itu poros sambungan universal dan kapan menggunakannya
Poros sambungan universal mentransmisikan torsi antara poros non-sejajar menggunakan satu atau lebih sambungan universal (tipe Hooke). Tidak seperti sambungan kecepatan konstan, sambungan U dasar memungkinkan ketidakselarasan sudut tetapi menghasilkan fluktuasi kecepatan bila digunakan sendiri. Gunakan poros sambungan U jika:
- Ketidaksejajaran sudut tergolong sedang (biasanya mencapai 25–30° per sambungan untuk desain tugas berat).
- Kesederhanaan, biaya dan kemudahan pemeliharaan menjadi prioritas.
- Sistem dapat menerima fluktuasi kecepatan atau menggunakan sambungan U berpasangan (ganda) untuk membatalkannya.
Jenis dan konfigurasi poros sambungan universal
Poros sambungan U tunggal vs. ganda (cardan).
Sambungan U tunggal mentransmisikan torsi antara poros yang tidak sejajar tetapi menghasilkan kecepatan sudut yang tidak seragam. Sambungan U ganda yang difase dengan benar (dua sambungan U dengan poros tengah) menghilangkan variasi kecepatan jika kedua sambungan beroperasi pada sudut yang sama dan dilakukan secara bertahap dengan benar — ini adalah solusi paling umum dalam aplikasi drivetrain.
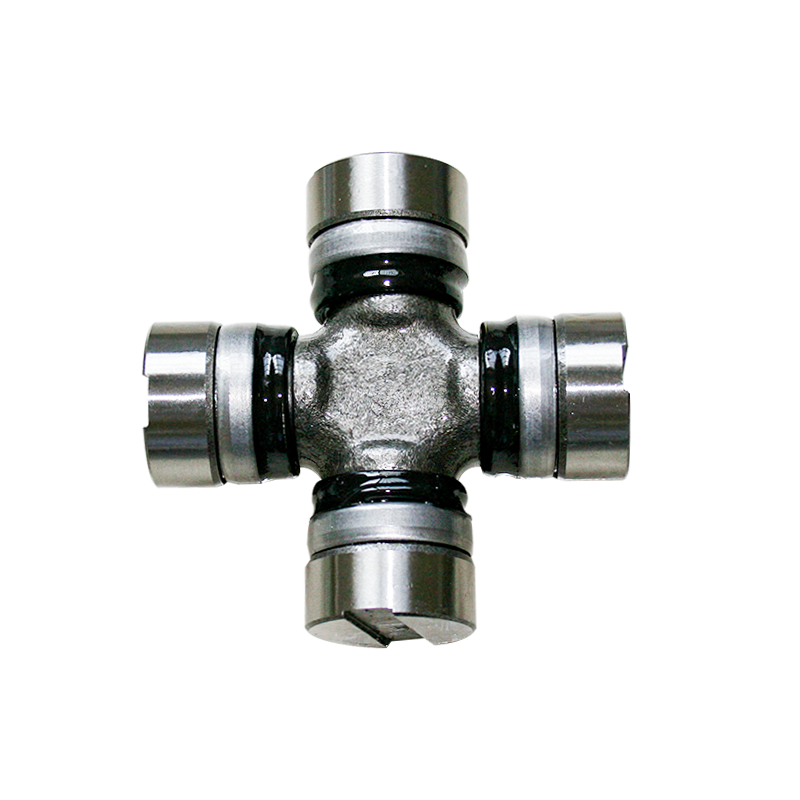
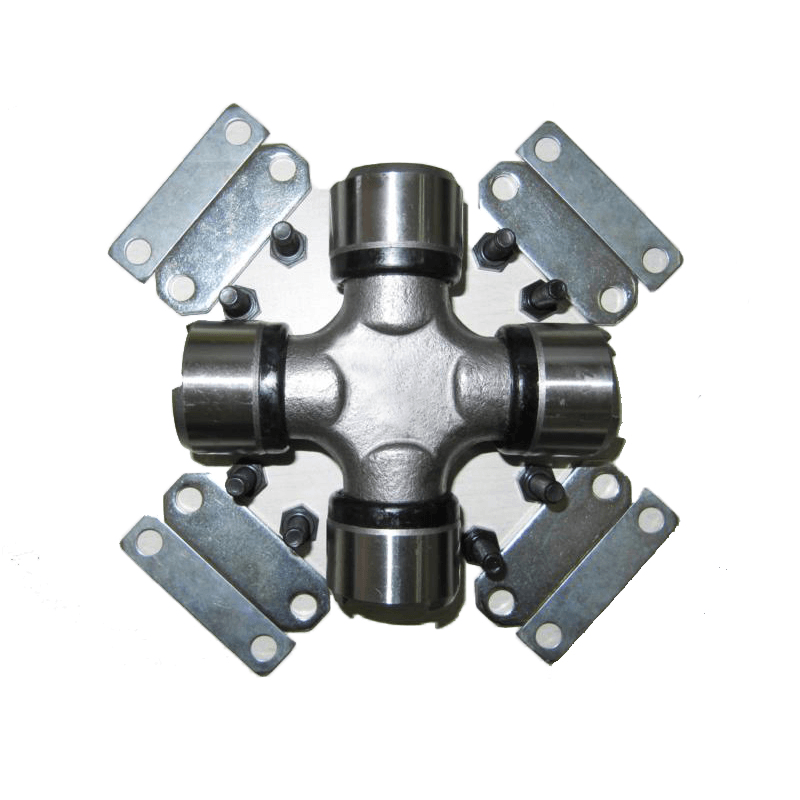
Bantalan silang (empat baut) vs. tripod dan hibrida kecepatan konstan
Sambungan Bantalan Silang (dengan bantalan jarum silang) kompak dan kuat untuk beban radial yang berat. Sambungan model tripod atau CV-hibrida mengurangi getaran pada sudut yang lebih tinggi namun lebih kompleks dan mahal. Pilih berdasarkan ketidakselarasan yang diperlukan, siklus kerja, akses pelumasan, dan kebutuhan keseimbangan dinamis.
Prinsip desain dan ukuran (rumus praktis)
Pemilihan torsi dasar dan diameter poros
Mulailah dengan torsi yang ditransmisikan. Jika Anda mengetahui tenaga kuda (HP) dan kecepatan poros (RPM):
- Torsi (lb·ft) = (HP × 5252) / RPM.
- Untuk satuan metrik: Torsi (N·m) = (HP × 745,7) / (2π × RPM/60) — lebih mudah untuk mengonversi HP ke kW dan menggunakan T (N·m) = (kW × 9550) / RPM.
Setelah torsi (T) diketahui, tentukan modulus dan diameter penampang poros yang diperlukan menggunakan tegangan geser ijin (τ_allow). Untuk poros melingkar padat yang mengalami torsi:
- Momen kutub J = π·d⁴ / 32
- Tegangan geser τ = T·c / J = (16·T) / (π·d³)
- Susun ulang untuk menyelesaikan d: d ≥ ( (16·T) / (π·τ_allow) )^(1/3)
Gunakan faktor keamanan yang sesuai untuk aplikasi: kelelahan tipikal/poros putar gunakan 1,5–3,0 tergantung pada pembebanan kejut dan siklus kerja yang tidak diketahui. Untuk poros berkunci atau bergaris, perhitungkan konsentrasi tegangan dan kurangi tegangan ijin.
Pemilihan material, perlakuan panas, dan penyelesaian permukaan
Bahan dan perawatan umum untuk poros sambungan-U:
- Baja karbon sedang (AISI 1045/EN C45): kemampuan mesin yang baik; cocok untuk beban sedang setelah penghilangan tegangan atau pengerasan permukaan.
- Baja paduan (4140/42CrMo): lebih disukai untuk aplikasi torsi/kelelahan yang lebih tinggi; dikeraskan atau dipadamkan & ditempa hingga tarik > 800–1000 MPa sesuai kebutuhan.
- Pengerasan casing (karburasi atau nitridasi) untuk spline atau journal guna meningkatkan keausan sekaligus mempertahankan inti yang kuat.
- Permukaan akhir: Ra ≤ 0,8 µm direkomendasikan pada jurnal bantalan; kursi bantalan yang dipoles memperpanjang umur bantalan jarum.
Batas perakitan, pentahapan, penyeimbangan, dan runout
Aturan pentahapan (untuk menghindari getaran)
Bila menggunakan dua sambungan U secara seri, kedua sambungan harus mempunyai sudut pengoperasian yang sama dan bertahap 180° (berorientasi kuk) sehingga fluktuasi kecepatan poros yang digerakkan dapat dihilangkan. Secara praktis:
- Letakkan telinga kuk secara visual dan tandai; pasang sehingga tanda flensa/kuk sejajar pada fase yang ditentukan.
- Konfirmasikan sudut yang sama dengan pengukur sudut; sudut yang tidak sama menghasilkan getaran sisa yang sebanding dengan perbedaannya.
Penyeimbangan dan runout dinamis
Poros dengan sambungan U dan bagian tengah harus diseimbangkan secara dinamis jika kecepatan pengoperasian melebihi kecepatan idle engine pada umumnya atau jika toleransi getaran rendah. Target runout dan toleransi keseimbangan:
- Total runout yang ditunjukkan (TIR) pada jurnal bantalan: ≤ 0,05 mm untuk drivetrain kecepatan tinggi.
- Penyeimbangan dinamis sesuai ISO 1940/1 Grade G16 atau lebih baik untuk aplikasi otomotif; peralatan berputar yang lebih berat mungkin memerlukan G6.3–G2.5.
Daftar periksa inspeksi, pelumasan & pemeliharaan
Pemeriksaan rutin secara dramatis memperpanjang umur. Gunakan daftar periksa praktis berikut selama pemeliharaan terjadwal:
- Inspeksi visual terhadap yoke relief, cross trunnion dan seal terhadap adanya goresan, korosi atau kebocoran gemuk.
- Periksa permainan bantalan: permainan aksial atau radial di luar toleransi pabrikan menunjukkan keausan bantalan; ukur dengan dial indikator.
- Interval pelumasan: lumasi ulang needle bearing per siklus kerja (umumnya: setiap 50–200 jam) menggunakan grade NLGI dan gemuk bearing yang kompatibel.
- Periksa kebisingan dan getaran di bawah beban — serangan yang tiba-tiba menunjukkan keruntuhan bantalan, kegagalan silang, atau salah fase.
Mode kegagalan umum dan akar penyebabnya
Mengenali mode kegagalan membantu menentukan perbaikan yang benar:
- Keausan bantalan jarum dini — biasanya disebabkan oleh pelumasan yang tidak memadai, gemuk yang terkontaminasi, atau ketidaksejajaran.
- Fraktur silang/trunnion — beban kejut yang tinggi atau perlakuan material/panas yang salah; periksa permukaan patahan untuk mencari tanda kelelahan vs. kelebihan beban.
- Deformasi kuk sambungan-U — momen lentur yang berlebihan karena penyangga yang tidak tepat atau ukuran poros yang terlalu kecil.
Toleransi manufaktur, pemeriksaan dan pengujian QC
Dimensi utama dan tindakan QC yang harus disertakan dalam rencana produksi:
- Diameter jurnal ±0,01–0,03 mm tergantung pada kesesuaian bantalan (penekanan vs. kesesuaian slip).
- Toleransi bagian spline atau keyed sesuai standar ISO/RM yang digunakan; kontrol runout dan konsentrisitas ≤ 0,05 mm.
- Lakukan pemeriksaan kekerasan setelah perlakuan panas (misalnya, kekerasan inti dan kedalaman wadah untuk bagian yang dikarburasi).
- Uji fungsional akhir: putar di bawah beban dengan kecepatan pengoperasian untuk mendeteksi getaran, kebisingan, atau kebocoran oli/gemuk.
Daftar periksa seleksi dan tabel referensi cepat
Gunakan daftar periksa di bawah ini sebelum menyelesaikan desain poros atau memesan suku cadang pengganti:
- Konfirmasikan torsi kontinu dan puncak, rentang RPM, dan sudut pengoperasian.
- Tentukan susunan sambungan tunggal vs. ganda berdasarkan sudut dan kebutuhan kecepatan konstan.
- Tentukan material, perlakuan panas, dan penyelesaian permukaan untuk jurnal dan spline.
- Cantumkan spesifikasi penyeimbangan dan batas runout pada gambar pembelian.
| Aplikasi | Bahan poros yang khas | Desain titik nodal |
| Mesin ringan (≤ 5 kW) | 1045 / C45 | Sambungan U sederhana, pelumasan berkala |
| Tugas sedang (5–100 kW) | 4140 / 42CrMo (QT) | Direkomendasikan sambungan U ganda, seimbangkan ke G16 |
| Tugas berat / otomotif | Baja paduan, jurnal yang diperkeras | Jurnal yang dinitridasi/diperkeras, seimbang dengan G6.3 atau lebih baik |
Catatan akhir: selalu rujuk lembar data sambungan U khusus pabrikan untuk kesesuaian spline, jenis bantalan jarum, dan kompatibilitas gemuk. Rumus dan toleransi di atas merupakan titik awal yang terbukti — sesuaikan dengan siklus kerja tertentu, kondisi lingkungan (layanan korosif atau suhu tinggi), dan persyaratan keselamatan proyek Anda.

 中文简体
中文简体














Hubungi kami